|
|
|
|
Главная - Строительство Четырехсторонние продольно-фрезерные станки Четырехсторонние продольно-фрезерные станки состоят из чугунной массивной станины, на которой расположены стол и механизмы резания и подачи. Механизм резания состоит из двух или трех горизонтальных ножевых валов и двух вертикальных. В четырехсторонних продольно-фрезерных станках применяется вальцово-гусеничный механизм подачи. На станке имеются направляющие линейки, механизм прижима, обеспечивающие правильное продвижение материала по станку без вибрации.
На станке С16-4А обрабатывают детали столярных изделий, шкафов, плинтусы, наличники, на станках С26-2М, С25-2А - бруски оконных и дверных коробок, доски для покрытия пола, детали фронтона, веранды и др. Четырехсторонний продольно-фрезерный станок (см. схему ниже) состоит из чугунной станины, на которой расположены стол, механизмы резания и подачи, приводимые в движение от электродвигателей. Механизм резания состоит из двух или трех горизонтальных ножевых валов и двух вертикальных, механизм подачи - из вальцово-гусеничной системы.
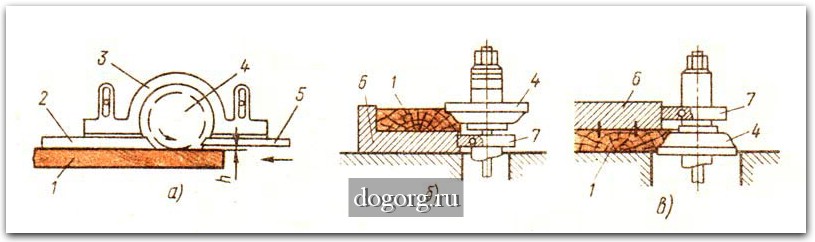
Четырехсторонний продольно-фрезерный станок
1 - суппорт пятого нижнего вала, 2 - суппорт верхнего горизонтального шпинделя, 3 - суппорт правого вертикального шпинделя, 4 - суппорт нижнего горизонтального шпинделя, 5 - механизм подачи, 6 - прижимное горизонтальное устройство, 7 - суппорт левого вертикального шпинделя, 8 - станина, 9 - направляющая линейка, 10 - опорная плита, 11 - прижим.
До начала работы устанавливают заточенный инструмент (ножи, фрезы), после чего по образцу детали настраивают подающий механизм, линейки, упоры, прижимы.
Прижимные механизмы (ролики, линейки и др.) устанавливают таким образом, чтобы обрабатываемый брусок мог свободно проходить в станок и не вибрировать. Подающие валики (верхние) регулируют так, чтобы в опущенном состоянии брусок мог под ними проходить.
После настройки пропускают через станок несколько брусков и определив, что геометрические размеры правильны и качество обработки соответствует требованиям, приступают к работе. Подают заготовки в станок торец в торец. Короткие детали обрабатывают в кратных размерах и затем торцуют.
Неровная поверхность при фрезеровании получается при вибрации станка и неотрегулированных ножевых валах. Выхваты на концах образуются при обработке изогнутых заготовок и плохой регулировке прижимов, искажение профиля - при неправильной установке ножей на вертикальных головках. Несоответствие паза и гребня получается при неточной установке фрез или неточной их заточке. Работать на станке без ограждений не допускается. Регулировать, налаживать и чистить станок следует после его остановки.
|
|