|
|
|
|
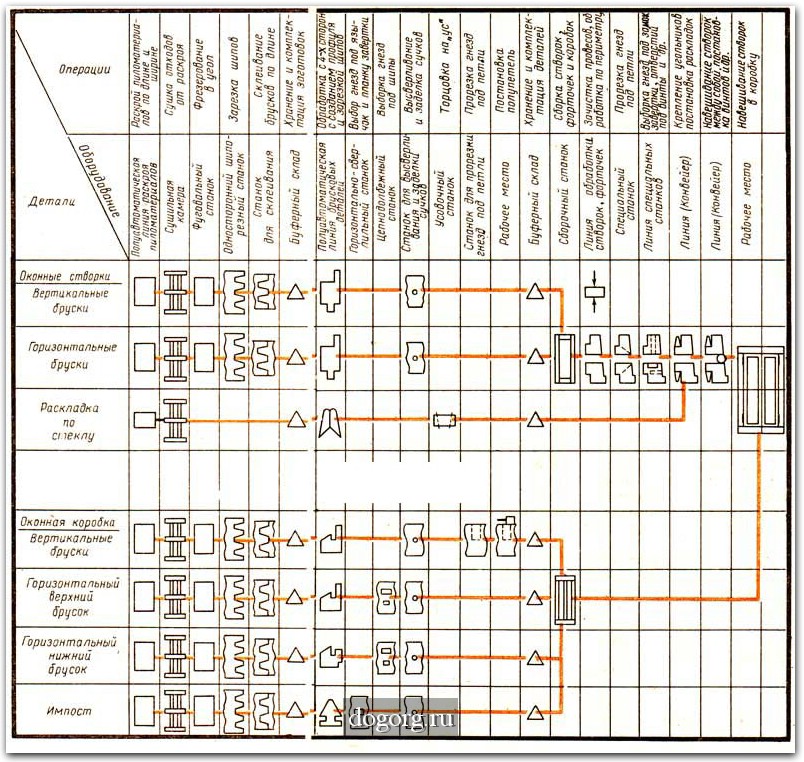
Главная - Строительство Изготовление и сборка оконных блоков с раздельными переплетами Изготовление и сборка оконных блоков с раздельными переплетами. Предприятия получают обрезные пиломатериалы, которые раскраивают на заготовки по длине и ширине на полуавтоматической линии, состоящей из последовательно расположенных роликового конвейера, круглопильного станка ЦПА40 (с механизированной подачей), желоба, прирезного станка с гусеничной подачей ЦДК4-2 и транспортирующих конвейеров. Полученные заготовки поступают па полуавтоматическую линию по обработке брусковых деталей. В линии последовательно расположены фуговальный, четырехсторонний продольно-фрезерный и шипорезный станки, связанные между собой транспортными механизмами. На линии обрабатывают бруски створок, коробок с четырех сторон с созданием профиля, а также зарезают шипы. На предприятиях, где нет таких линий, пиломатериалы раскраивают по длине на заданный размер на круглопильных станках для поперечного раскроя ЦПА40, а по ширине - на круглопильных станках для продольного раскроя ЦДК4-2 или ЦДК4-3.
Брусковые детали обрабатывают следующим образом: пласти и кромки у покоробленных брусков фугуют на фуговальных станках, после чего их фрезеруют на четырехсторонних продольно-фрезерных станках. Детали оконных коробок с большим сечением фрезеруют на станках С26-2. Нащельники, отливы и раскладки по стеклу торцуют на универсальном станке или специальном станке для усовки.
Пиломатериалы на бруски оконных коробок также раскраивают на полуавтоматической линии, после чего обрабатывают на позиционных станках.
Прошедшие обработку бруски створок, форточек, коробок выборочно проверяют, а затем передают на буферный склад для комплектации и хранения.
Сборка оконных блоков состоит из следующих операций: сборки оконных створок, фрамуг, форточек на клею и нагелях; выдерживания склеенных створок фрамуг и форточек, необходимого для схватывания клея; обработки по периметру; зачистки или шлифования поверхностей; прорезки гнезд под петли; постановки полупетель; пригонки форточек к створке и навешивания на петли; постановки нащельников; сборки коробки на клею и нагелях; выдержки для схватывания клея; вгонки и навешивания створок в коробку.
Оконные створки, форточки, фрамуги и коробки собирают в сборочных станках (ваймах). Предварительная сборка створок, фрамуг, форточек и коробок производится лишь в том случае, когда необходима подгонка брусков. Ее начинают с внутренних брусков, горбыльков, импостов, после чего собирают наружные обвязки.
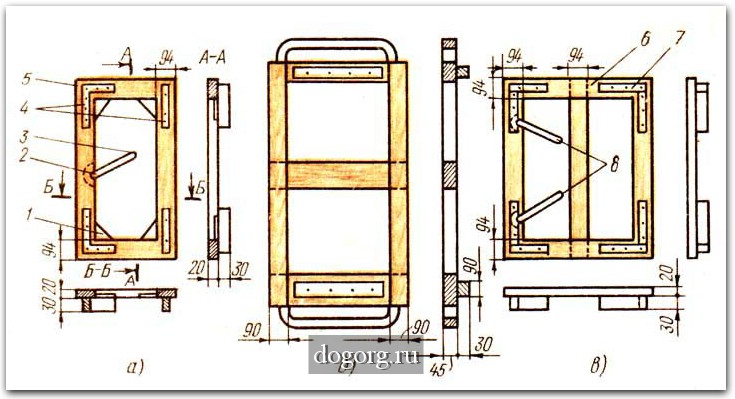
Вязку брусков столярных изделий выполняют на клею с постановкой на углах сопряжений заподлицо с плоскостью деревянных нагелей. Вместо деревянных можно ставить металлические профилированные нагели, изготовленные из мягкого металла. Отверстия под нагели выбирают электросверлильной машиной. На некоторых предприятиях отверстия под нагели выбирают сразу в двух или четырех углах с помощью специального приспособления (см. схему ниже), состоящего из каркаса (рамы), который устанавливают на станке по сборке окон. К стойкам каркаса крепят швеллеры 10, по которым передвигается тележка 2 с кронштейнами 3 и 4, причем к кронштейнам 3 шарнирно при креплен рычаг 6, с помощью которого тележка 2 может двигаться вперед и назад. К кронштейнам 4 прикреплены направляющие стаканы 5, через которые проходят штоки 9, соединенные шарнирно с рычагом 6. На штоках 9 расположена траверса 8 с закрепляемыми на ней электросверлильными машинами 7. Электросверлильные машины в зависимости от размеров расстояний между отверстиями могут передвигаться по траверсе. Рабочий рычагом 6 устанавливает электросверлильные машины в нужном положении над собираемой створкой, коробкой, затем опускает рычаг, при этом машины также опускаются.
Приспособление для одновременного высверливания двух отверстий под нагели
1 - рама каркаса, 2 - тележка, 3, 4 - кронштейны, 5 - направляющие стаканы, 6 - рычаг, 7 - электросверлильные машины, 8 - опорная траверса, 9 - шток, 10 - швеллер.
Собранные изделия укладывают на подстопное место для выдержки, необходимой для схватывания клея. На дальнейшую обработку изделие должно поступать только после схватывания клея в шиповом соединении. Процесс сушки клеевого соединения можно ускорить, применяя токи высокой частоты.
Собранные створки, фрамуги, форточки должны иметь припуск до 4 мм для обработки по периметру и 1,5 мм по толщине для снятия провесов.
До вгонки (постановки) в коробки оконные створки, фрамуги и форточки обрабатывают по периметру для придания правильной формы. Одновременно с обработкой по периметру створки и фрамуги фальцуют, образуя четверть. необходимую для притвора. При обработке форточки по периметру создают профиль обработки, зеркальный профилю брусков и горбыльку, чтобы при установке форточки на место она точно подходила к профилю брусков и горбылька.
Створки, фрамуги и другие изделия на небольших предприятиях по периметру обрабатывают на фрезерных станках с применением шаблонов (см. схему ниже). На более крупных предприятиях створки, фрамуги обрабатывают на линиях для производства столярно-строительных изделий. Вгоняют и навешивают форточки в створку на рабочем месте.
Шаблоны для обработки по периметру и фальцовки столярных изделий на фрезерных станках
а - для фальцовки оконных переплетов, б - для обработки по периметру дверных полотен с двух сторон, в - для обработки оконных створок и форточек по периметру (в шаблоне укладывают правую и левую створки); 1 - угольник жесткости шаблона, 2 - ось вращения прижима, 3 - прижим, закрепляющий створки в шаблоне, 4, 7 - упоры, фиксирующие положение створки в шаблоне, 5, 6 - рамы шаблона, 8 - прижим, закрепляющий створки в шаблоне.
В связи с тем что форточку обрабатывают на фрезерном станке в шаблоне, дополнительных работ по ее пригонке к створке не требуется. Отлив на форточке не ставится, так как в нижнем бруске форточки он составляет одно целое с бруском.
Нащельники, заранее прирезанные в размер, во внутренней и наружной створках ставят на рабочем месте, причем отлив на наружной створке ставят на водостойком клею и крепят шурупами. Нащельник крепят к створке также клеем и шурупами.
Коробки собирают в сборочном станке. Правильность их сборки проверяют шаблоном с угла на угол, после этого в местах шиповых соединений высверливают отверстия под нагели, которые ставят заподлицо с плоскостью коробки.
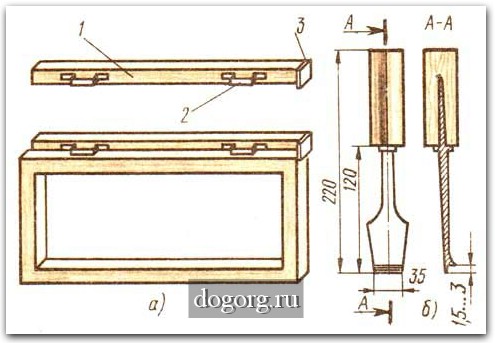
Для навешивания створок в коробку используют шаблон (см. схему ниже), представляющий собой рейку 1 с упором 3 и двумя скобами 2 с заточенными фасками. Размеры скоб соответствуют размерам петель. При разметке шаблон кладут на кромки створки по упору, а затем легким ударом по скобе переносят ее отпечаток на створку и по нему в дальнейшем прорезают гнездо под петлю. Таким же образом делают разметку на коробках, а также на дверных полотнах. По полученной разметке стамеской с упором прорезают гнездо под петли. Глубина гнезда под петлю должна точно соответствовать ее толщине, с тем чтобы после установки поверхность петли была заподлицо с древесиной. Упор стамески позволяет заглублять лезвие лишь на заданный размер.
Шаблон для разметки гнезд под петли
а - общий вид, б - стамеска с упором; 1 - рейка, 2 - скоба, 3 - упор.
Вгонка и навешивание створок в коробку производятся на специальных столах высотой 900 мм, длина и ширина их должны соответствовать наибольшему размеру оконного блока. При большом объеме работы эти операции осуществляют на конвейерах.
Процесс вгонки и навешивания оконных створок в коробку состоит из следующих основных операций: подготовки створок; навешивания на петли; зачистки провесов и устранения других дефектов; упаковки блока для перевозки его в малярное отделение. При вгонке сначала навешивают наружные створки; если оконный блок имеет помимо створок и фрамугу, сначала подгоняют фрамугу к коробке. После проверки правильности прифальцовки фрамуги к импосту ее крепят к коробке шурупами, завертываемыми под углом 45°, причем в первую очередь крепят вертикальные бруски фрамуги.
Неоткрывающиеся фрамуги подгоняют к коробке плотно, без зазоров, после чего закрепляют их шурупами. Открывающиеся фрамуги подгоняют к коробке, навешивают на петли, затем подгоняют створки. Зазор между фрамугами и коробкой должен быть не более 2 мм. При подгонке створок тщательно проверяют правильность притвора, т.е. прилегание их к четвертям коробки. Внутренние створки подгоняют так же, как и наружные. Петли в брусках створок и коробки должны быть врезаны заподлицо, с тем чтобы створки плотно закрывались, не пружинили и плавно открывались. Петли на окнах врезают на расстоянии 200 мм от четверти коробки.
|
|